Pour le pilotage de fraiseuse CNC, linuxcnc est une solution: opensource, modulable et avec de multiples possibilités.
Sur le modèle de fraiseuse CNC type TRON-CNC, il y a deux vis d’entrainement de l’axe des x. Chaque vis est entrainée par un moteur pas à pas. Dès lors se pose la question de la synchronisation des deux moteurs. Certes une courroie synchronise les deux vis, mais qu’en est-il de l’électronique de commande.
Deux solutions s’offrent à nous :
– câblage des deux moteurs d’entrainement sur la même carte de pilotage. Attention dans ce cas à multiplier par deux l’intensité délivrable par la carte de pilotage. Il faut donc régler l’intensité en fonction de votre équipement.
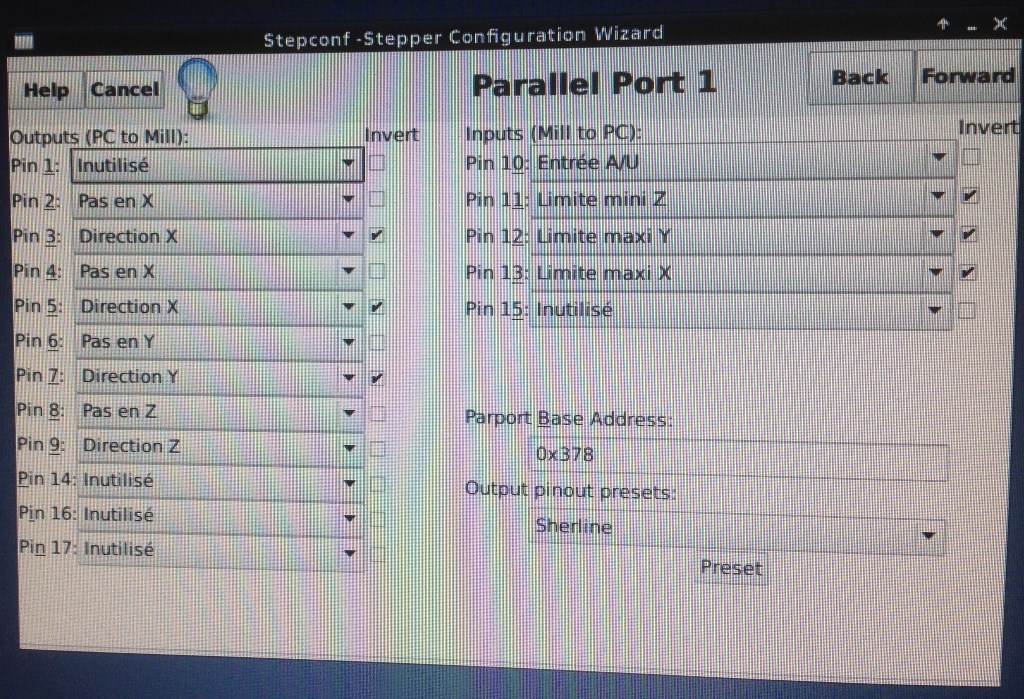
– reglages des pins du port parallèle dans le module « stepconf » de Linuxcnc.
Dans l’exemple ci-dessous, on voit que les pins 3 et 4 sont répliqués sur 5 et 6.
Attention !
Même si les deux moteurs sont configurés pour fonctionner en simultanés, cela ne fonctionne pas sous le module Stepconf, mais dans le module de pilotage, cela marche sans problèmes !
Attention dans ce cas à ne pas faire de test de l’axe où deux moteurs doivent fonctionner simultanément.
À bientôt !